ΈΡΦΰΡΩ¬Φ
ΡΩ¬Φ
–ρ―‘Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠1
“Μ.ΝψΦΰΖ÷ΈωΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠2
1.1ΝψΦΰΉς”ΟΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠2
1.2ΝψΦΰΒΡΙΛ“’Ζ÷ΈωΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠3
Εΰ.ΙΛ“’Ιφ≥Χ…ηΦΤΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠3
2.1»ΖΕ®ΟΪ≈ςΒΡ÷Τ‘λ–Έ ΫΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠3
2.2ΜυΟφΒΡ―Γ‘ώ¥ΪΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠5
2.3÷ΤΕ®ΙΛ“’¬ΖœΏΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠5
2.4Μζ–ΒΦ”ΙΛ”ύΝΩΓΔΙΛ–ρ≥Ώ¥γΦΑΟΪ≈ς≥Ώ¥γΒΡ»ΖΕ®Γ≠Γ≠Γ≠Γ≠7
2.5»ΖΕ®«–œς”ΟΝΩΦΑΜυ±ΨΙΛ ±Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠7
»ΐΦ–ΨΏ…ηΦΤΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠15
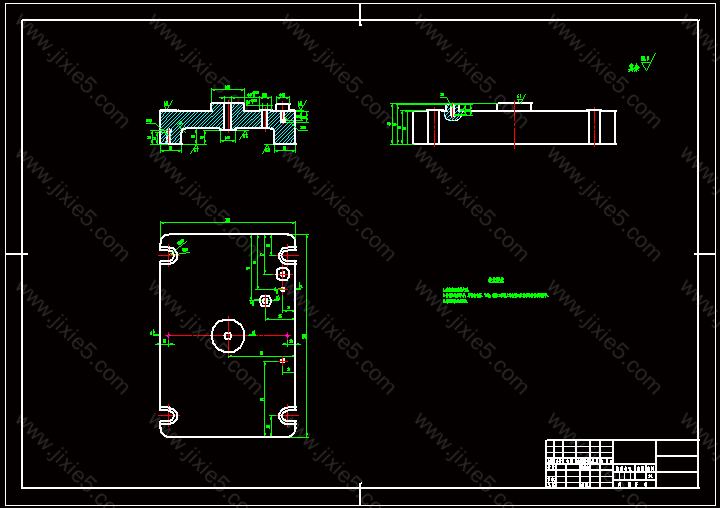
3.1Έ ΧβΒΡΧα≥ωΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠15
3.2Ε®ΈΜΜυΉΦΒΡ―Γ‘ώΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠15
3.3«–œςΝΠΦΑΦ–ΫτΝΠΦΤΥψΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠16
3.4Ε®ΈΜΈσ≤νΖ÷ΈωΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠18
3.5Ε®œρΦϋΚΆΕ‘ΒΕΉΑ÷Ο…ηΦΤΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠18
3.6Φ–ΨΏ…ηΦΤΦΑ≤ΌΉςΦρ“ΣΥΒΟςΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠21
ΉήΫαΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠24
÷¬–ΜΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠25
≤ΈΩΦΈΡœΉΓ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠Γ≠26
1.2ΝψΦΰΒΡΙΛ“’Ζ÷Έω
¥”±δΥΌ≤φΒΡΝψΦΰΆΦ…œΩ…“‘Ω¥≥ωΘ§Υϋ”–ΝΫΉιΦ”ΙΛ±μΟφΘ§’βΝΫΉιΦ”ΙΛΟφ÷°Φδ“≤”–“ΜΕ®ΒΡΈΜ÷Ο“Σ«σΘ§œ÷ΫΪ’βΝΫΉιΦ”ΙΛΟφΖ÷ ω»γœ¬ΘΚ
1.“‘12mmΩΉΈΣ÷––ΡΒΡΦ”ΙΛΟφ
’β“ΜΉιΦ”ΙΛΟφΑϋά®ΘΚ“ΜΗωΒΡ12mmΩΉ“‘ΦΑΕ‘ΤδΒΙΫ«Θ§ΗςΗω≤έΒΡ≤ύΟφΚΆΩΉ
2.“‘ΒΉΟφΈΣΜυΉΦΒΡΦ”ΙΛΟφ
’β“ΜΉιΦ”ΙΛΟφΑϋά®ΘΚΠΒ24ΒΡΉσ”“ΕΥΟφ
Εΰ.ΙΛ“’Ιφ≥Χ…ηΦΤ
2.1»ΖΕ®ΟΪ≈ςΒΡ÷Τ‘λ–Έ Ϋ
ΝψΦΰ≤ΡΝœΈΣHT200Θ§ΩΦ¬«ΒΫ±δΥΌ≤φ‘Υ–– ±Ψ≠≥Θ–η“ΣΙ“ΒΒ“‘ΒΙ––ΜρΗ®÷ζΉΣœρΘ§“ρ¥ΥΝψΦΰ‘ΎΙΛΉςΙΐ≥Χ÷–Ψ≠≥Θ ήΒΫ≥εΜς–‘‘ΊΚ…Θ§≤…”Ο’β÷÷≤ΡΝœΝψΦΰΒΡ«ΩΕ»“≤Ρή±Θ÷ΛΓΘ”…”ΎΝψΦΰ≥…≈ζ…ζ≤ζΘ§Εχ«“ΝψΦΰΒΡ¬÷άΣ≥Ώ¥γ≤Μ¥σΘ§―ÔυΑ–Ά÷ΐ‘λΘ§≤…”ΟΜζ–ΒΖ≠…Α‘λ–ΆΘ§÷ΐ‘λΨΪΕ»ΈΣ2ΦΕΘ§Ρή±Θ÷Λ÷ΐΦΰΒΡ≥Ώ¥γ“Σ«σΘ§’β¥”ΧαΗΏ…ζ≤ζ¬ ΚΆ±Θ÷ΛΦ”ΙΛΨΪΕ»…œΩΦ¬«“≤ «”ΠΗΟΒΡΓΘ
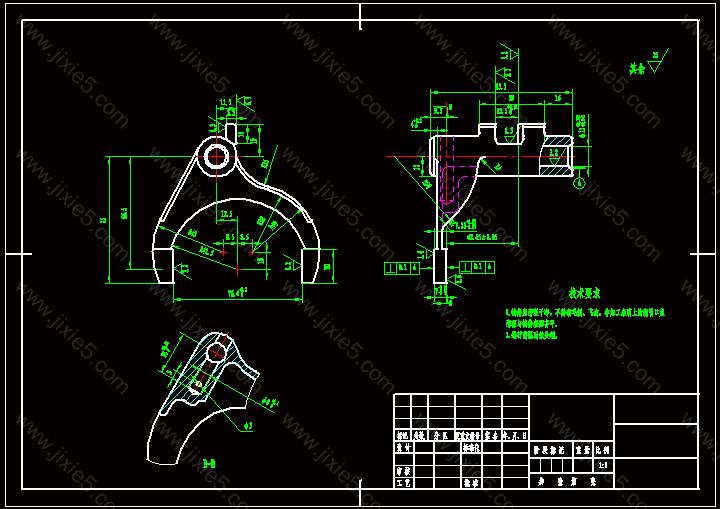
2.2ΟΪ≈ςΒΡ…ηΦΤ
±δΥΌ≤φΝψΦΰ≤ΡΝœΈΣHT200Θ§”≤Ε»―Γ”Ο260HBSΘ§ΟΪ≈ς÷Ί‘Φ1KgΓΘ…ζ≤ζάύ–ΆΈΣ≥…≈ζ…ζ≤ζΘ§≤…”Ο…Α–Ά÷ΐ‘λΘ§Μζ–ΒΖ≠…Α‘λ–ΆΘ§2ΦΕΨΪΕ»ΉιΓΘ
ΗυΨί…œ ω‘≠ ΦΉ ΝœΦΑΦ”ΙΛΙΛ“’Θ§Ζ÷±π»ΖΕ®ΗςΦ”ΙΛ±μΟφΒΡΦ”ΙΛ”ύΝΩΘ§Ε‘ΟΪ≈ς≥θ≤Ϋ…ηΦΤ»γœ¬ΘΚ
1. 12mmΒΡΩΉ
“ρΈΣΩΉ÷Μ”–12mm¥σΘ§“ρ¥Υ‘Ύ÷ΐ‘λ ±≤Μ»ί“Ή÷ΐ‘λ≥ωΘ§“ρ¥Υ‘ΎΟΪ≈ςΒΡ…ηΦΤ ±Θ§≤Μ“Υ…ηΦΤΒΉΩΉΓΘ“ρ¥ΥΟΪ≈ς≤…”Ο Β–Ρ÷ΐ‘λΓΘ“‘»Ζ±ΘΟΪ≈ςΒΡ≥…ΙΠ¬ ΓΘ
2.≤φΩΎ≤ύΟφ
ΗΟ≤φΩΎΝΫ≤ύΟφ¥÷≤ΎΕ»ΕΦ «3.2Θ§Ϋχ––“Μ¥Έ¥÷œ≥Φ¥Ω…¬ζΉψΙβΫύΕ»“Σ«σΓΘΗυΨίΉ ΝœΩ…÷ΣΘ§―Γ»ΓΦ”ΙΛ”ύΝΩΒ»ΦΕΈΣGΘ§―Γ»Γ≥Ώ¥γΙΪ≤νΒ»ΦΕΈΣ9ΦΕΓΘ
Υυ“‘ΗυΨίœύΙΊΉ ΝœΚΆΨ≠―ιΩ…÷ΣΘ§ΟΪ≈ςΒΡ≤φΩΎΚώΕ»Ε®ΈΣ1.5mmΘ§ΖϊΚœ“Σ«σΓΘ
3.≤φΩΎΡΎ‘≤Οφ
≤φΩΎΡΎ‘≤ΟφΒΡ‘≤ΜΓΑκΨΕΈΣR41.5mmΘ§ΙβΫύΕ»“Σ«σΟΜ”–Θ§÷±Ϋ”÷ΐ‘λ≥ωά¥Θ§≤ιΉ Νœ÷ΣΘ§…Α–Ά÷ΐ‘λΜζ–ΒΖ≠…Α‘λ–ΆΒΡ≥Ώ¥γΙΪ≤νΒ»ΦΕΈΣ8~10ΦΕΘ§
5.ΉξΩΉΓΔ
12mmΘ§8mm,3mmΒΡΩΉ
“ρΈΣΦ”ΙΛΒΡΩΉ≤Μ «Κή¥σΘ§Υυ“‘Ω…“‘≤Μ±ΊΝτ÷ΐ‘λΒΉΩΉΓΘ
“ρΤδΥϋ±μΟφΨυΈΣ≤ΜΦ”ΙΛ±μΟφΘ§Εχ«“…Α–ΆΜζΤς‘λ–Ά÷ΐ‘λ÷ΐ‘λ≥ωΒΡΟΪ≈ς±μΟφΨΆΡή¬ζΉψΥϋΟ«ΒΡΨΪΕ»“Σ«σΘ§Υυ“‘Θ§≤Μ–η“Σ‘ΎΤδΥϋ±μΟφ…œΝτ”–Φ”ΙΛ”ύΝΩΓΘ

ΉΑ≈δΆΦ
±δΥΌ≤φ
Φ–ΨΏΧεΝψΦΰΆΦ

ΟΪ≈ςΆΦ
…ξΟςΘΚΡΎ»ίά¥Ή‘”ΟΜß…œ¥ΪΘ§÷χΉς»®Ιι‘≠Ής’ΏΥυ”–Θ§»γ…φΦΑ«÷»®Έ ΧβΘ§«κ”κΈ“Ο«ΝΣœΒΘ§Έ“Ο«ΫΪΦΑ ±¥ΠάμΘΓ