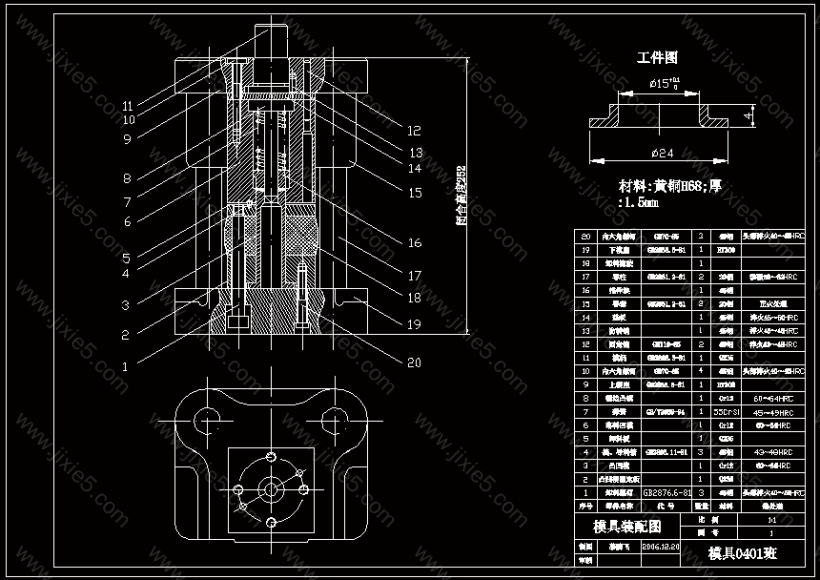
装配图
模具-弯管垫片冲压模具设计带CAD图纸
工业生产中普遍采用模具成型工艺方法,有效地保证了产品的生产率和质量,使操作技术简化,还能省料、节能,获得显著的经济效益。
由于产品的材料和工艺特性不同,生产用的设备也各异,模具种类繁多,但用的最为广泛的大约有以下几种:冷冲压模、塑料成型模、锻造模、精密铸造模、粉末冶金模、橡胶成型模、玻璃成型模、窑业制品模、食品糖果模、建材用模等。其中以冷冲压模、塑料模的技术要求和复杂程度较高。
据不完全统计,飞机、汽车、拖拉机、电机电器、仪器仪表等产品的零件,有60右是用模具加工完成的;自行车、手表、洗衣机、电冰箱、电风扇等轻工业产品,有80零件需由模具来制造。至于标准件中的紧固件、轴承、日用五金、餐具、塑料制品、玻璃制品、玻璃器皿、皮胶鞋等的大批量生产,完全靠模具来保证。例如生产海鸥牌照相机,其占总数的92零件就需500套模具,又如解放牌汽车改型后约需400套模具,其总重量达2500t。即使一个自动玩具的生产也需要近90套模具。显而易见,模具作为一种专用的工艺装备,在生产中的决定性作用和重要地位越来越被人们所共认。
实践证明,只有依靠先进的科学技术,广泛地采用新技术、新工艺、新材料和新设备,加强科学管理,才能促进生产的持续发展。而要完成上述新课题和新项目就离不开精密、复杂、大型、长寿命模具的及时工艺。
我设计的弯管垫片模具,材料为黄铜H68,厚度t=1.5mm。传统的加工方法为落料、冲孔、翻边、修整。我的加工方法比较特别:由于材料和厚度的原因,我采用的加工方法为:落料、(省去预制孔)直接穿孔、翻孔、再利用翻边凸模与翻边凹模的间隙进行挤切修边。从而完成工件的加工。
目录
摘要3
前言4
1冲压件的工艺分析5
1.1工件的工艺分析5
1.2工件的加工可能性验证5
2模具的基本类型与结构分析6
2.1模具基本类型的确定6
2.2排样方式的确定7
2.3材料利用率的计算7
2.4模具结构形式的确定8
3模具各工艺力计算及冲裁设备的确定10
3.1落料力的计算10
3.2卸料力的计算10
3.3翻边力的计算10
3.4切边力的计算11
3.5推件力的计算11
3.6总冲裁力的计算11
3.7闭模高度的计算12
3.8冲裁设备的选择12
3.9冲裁功的验算13
3.10压力中心的计算14
4模具主要工作部分尺寸的计算15
4.1落料刃口尺寸计算15
4.2切边刃口尺寸计算16
4.3翻边的工作部分尺寸计算17
5模具零件结构的设计18
5.1成形零件18
5.2支撑固定零件23
5.5卸料及压料零件25
5.4紧固件及其他零件27
5.5定位零件28
5.6模架选择及模具的动作过程29
5.7模具总图及明细表29
结束语30
致谢31
参考文献32

凹模

工件图
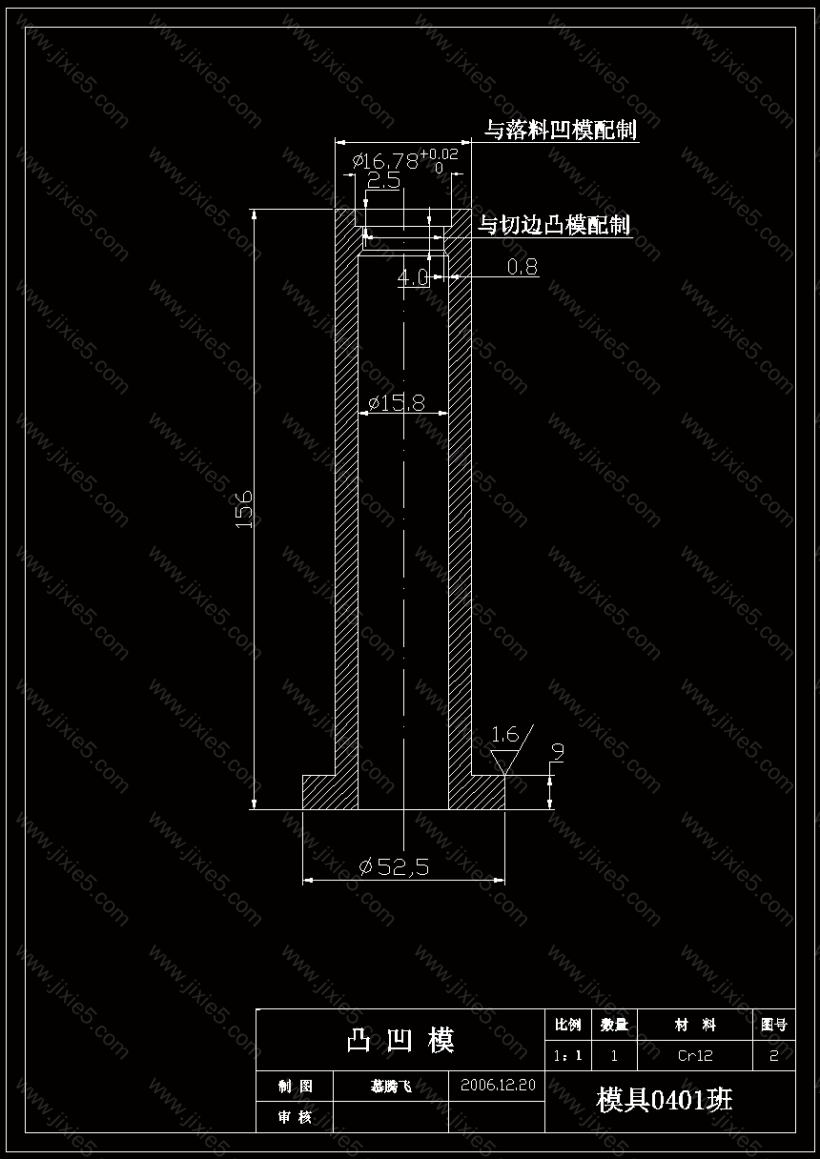
凸凹模
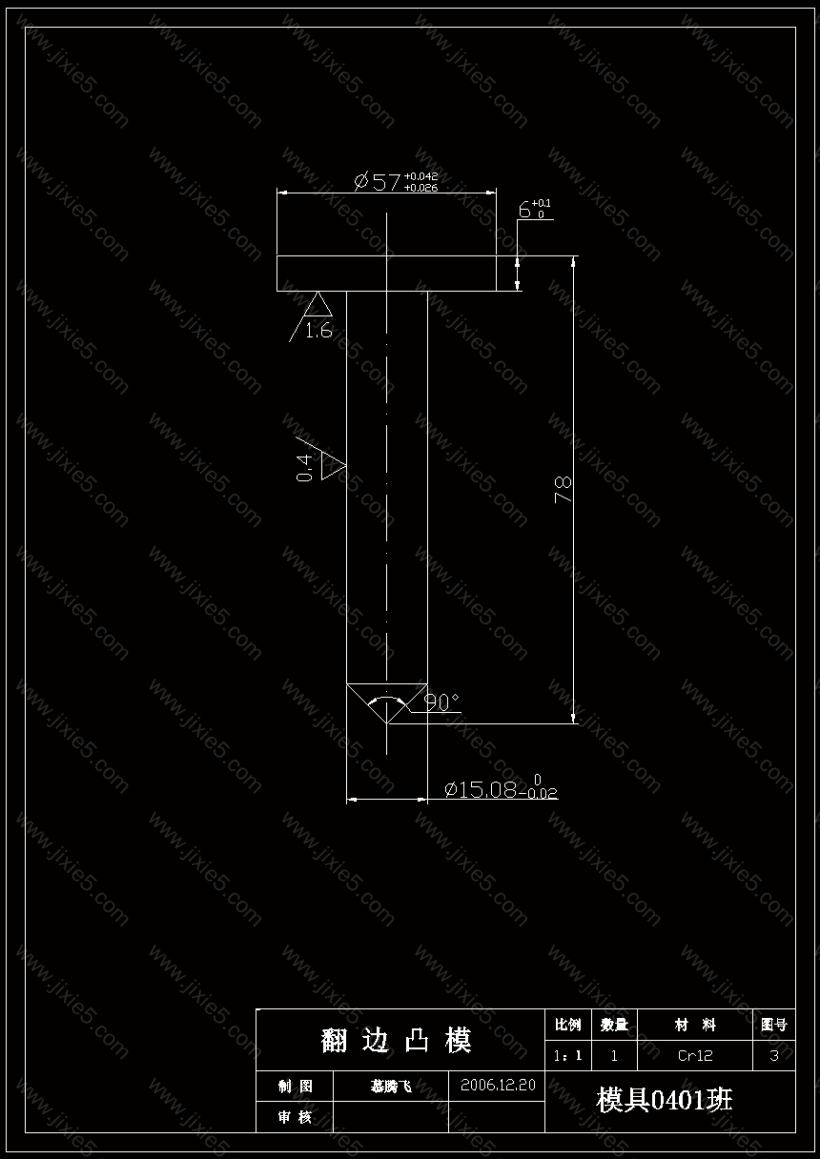
凸模
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!