

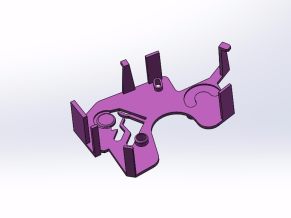
A1-液压阀腔零件图
本主要讲的是液压阀腔零件机械加工工艺规程及工装设计,设计镗孔夹具的设计过程。首先进行零件的分析,利用CAD绘出零件图,分析结构特点,接着确定零件主要加工要求然后进行工艺规程及夹具设计,确定毛坯利用CAD画毛坯图,确定定位基准,制定工艺路线,计算切削余量,最后再做镗φ100和φ76两孔的夹具设计。在设计的时候应该选择定位基准和夹紧方桉,选用合适的定位元件和夹紧装置,接着进行定位误差的分析、计算切削力及夹紧力,判断夹具设计的合理性。
本文的研究重点在于通过对液压阀腔的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、设计高效、省力的夹具以及设计出简单、实用的数控加工程序,通过实践验证,最终加工出合格的液压阀腔零件。
目录
摘要I
Abstract II
第一章绪论1
第二章零件的分析5
2.1零件的作用5
2.2零件的工艺分析5
第三章确定毛坯,绘制毛坯图、零件图8
3.1确定毛坯的制造形式及材料8
3.2机械加工余量、工序尺寸及毛坯尺寸的确定8
第四章工艺规程设计10
4.1定位基准的选择10
4.2制定工艺路线10
4.3选择加工设备及刀、夹、量具14
4.4确定切削用量及基本工时16
4.4.1粗铣上下平面,见光即可17
4.4.2精铣上下平面,保证厚度尺寸到位20
4.4.3粗、精铣厚度3.3缺口到位20
4.4.4铣主视图中深2.1凹台19
4.4.5粗铣、精铣深3.5凹台19
4.4.6粗镗、精镗、孔20
4.4.7粗镗、精镗孔。 20
4.4.8铣主视图中深3凹台20
4.4.9钻俯视图中4-通孔,愡平4-孔20
4.4.10钻攻俯视图中6-M12-6H螺纹孔20
4.4.11钻攻俯视图中4-M12-6H深16.5螺纹孔20
第五章镗孔夹具的设计26
5.1问题的提出32
5.2夹具的设计32
结论32
致谢32
参考文献33
“液压阀腔”零件材料采用铸造。液压阀腔材料为QT450-10,需做人工时效处理,生产类型为大批量生产,采用铸造毛坯。
由于零件尺寸不大,结构比较复杂,因此我们采用铸造的形式,从而提高劳动生产率,降低成本。

A1-液压阀腔毛坯图

液压阀腔工序图

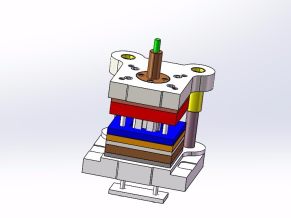
A0-液压阀腔镗孔夹具

A0-液压阀腔镗孔夹具体

















")
")
")
")
