

A0-JM304B变速箱箱体三面钻孔加工示意图
JM304B变速箱是需要大量生产的零件。为了提高加工精度和生产效率,需要设计一台组合机床来改善汽车变速箱的加工情况。本课题设计的是汽车变速箱箱体三面钻孔组合机床。
用于加工被加工零件左、右、后三个面上的26个M10的螺纹底孔、一个M14的螺纹底孔、三个8的光孔和一个M30的螺纹底孔。一次装夹同时完成30个孔的加工。
该机床设计的重点是总体设计和部件设计两部分。总体设计包括机床配置型式的确定、结构方案的选择和三图一卡的绘制。部件设计包括绘制主轴箱设计原始依据图、确定主轴和齿轮完成动力计算、设计传动系统。机床采用卧式单工位三面加工的方案,加工和装配的工艺性好,零件装夹方便。采用机械滑台实现刀具进给,借助导套引导刀具实现精度稳定的加工。主轴采用标准主轴。本组合机床效率高,成本低,加工精度高,使用方便,减轻了工人的劳动强度,提高劳动生产率。

A0-工序图-变速箱箱体

A0-后盖补充加工图

A0-机床尺寸联系图

A0-前盖补充加工图

A0-右主轴箱箱体

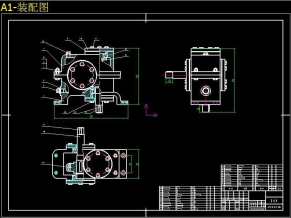
A0-右主轴箱装配图

A1-干涉检查图

A2-上盖

A3-传动轴

A3-主轴

目录

设计依据

资料总预览

字数统计
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!























")
