

端盖II零件图-A0
行星减速器端盖II工艺及加工6-M12底孔夹具设计
【摘要】
国内经济快速发展的今天,产业结构以及机械加工制造业,其结构性变化明显。企业完成工装、夹具的优化以及改良是迫在眉睫。夹具这个传统的行业,在制造业飞速发展的今天,又被赋予了新是使命。因现在产品种类繁多,零件结构万万千千。专用夹具的设计在不可取代的基础上,变的越来越重要。
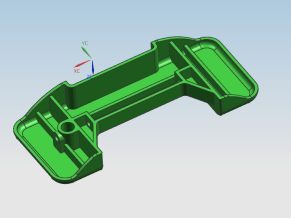
本次毕设的题目是行星减速器端盖II工艺及加工6-M12底孔夹具设计。该零件外形复杂,需要对其进行铸造,铸造后的零件要能够承受一定的载荷。
零件加工工艺的分析不仅完成了工件结构分析、基准选择、制造和加工方式选择,还根据加工工序卡完成了相应是切削数据的计算。本次专用夹具设计是为钻削6-M12底孔进行的。根据零件的特点需要对其进行分度,完成了定位夹紧方案以及装置的设计,还对夹具上其他零部件进行了设计和确定,完成设计图纸量的要求等。
关键词:减速器端盖II;工艺;6-M12底孔;专用夹具
Abstract:
Today, the rapid development of the domestic economy, the industrial structure and the mechanical processing manufacturing industry, its structural changes are obvious. It is extremely urgent for enterprises to complete the optimization and improvement of tooling and fixtures. The traditional industry of fixtures has been given a new mission in today's rapid development of manufacturing. Because of thewidevariety of products, the structure of parts is thousands of thousand. The design of special fixtures is becoming more and more important on an irreplaceable basis.
The title of this project is the planetary reducer end cover II process and the processing of the 6-M12 bottom hole fixture design. The part has a complex shape and needs to be cast. The cast part must be able towithstand a certain load.
The analysis of the part processing technology not only completes theworkpiece structure analysis, benchmark selection, manufacturing and processing mode selection, but also completes the calculation of the cutting data according to the machining process card. This special fixture design is for drilling 6-M12 bottom holes. According to the characteristics of the parts, it needs to be indexed, the positioning and clamping scheme and the design of the device are completed, and other components on the fixture are designed and determined, and the requirements of the design drawings are completed.
Keywords: reducer end cover II; process; 6-M12 bottom hole; special fixture
目录
1零件分析和毛坯设计1
1.1零件工艺分析及生产类型确定1
1.1.1零件的组成表面分析2
1.1.2零件的技术要求分析2
1.1.3零件的形位公差分析3
1.1.4零件生产类型的确定3
1.2毛坯类型及毛坯图设计4
2机械加工工艺规程设计5
2.1零件基准的选择5
2.2零件加工工艺方案的选择,比较与确定5
2.3零件加工设备及装备的选择6
2.4机械加工余量的确定7
2.5加工工序切削用量及时间定额的计算9
3专用夹具设计24
3.1工序内容及加工要求24
3.2定位基准24
3.3夹具结构设计及工作流程24
3.4设计定位方案应满足的要求24
3.5定位方案的确定24
3.6定位元件的确定25
3.7夹紧方案的确定25
3.8夹紧元件的确定25
3.9夹具体的设计25
3.10确定导向装置—钻套26
3.11计算钻削力26
3.12计算夹紧力27
3.13定位误差的分析27
结束语28
谢辞29
参考文献30

夹具装配图A0

端盖II毛坯图-A0

分度盘A1

夹具体A1

连接块A3

钻模板A3

钻模座A3

过程卡

夹具设计部分

检验卡

设计所包含文件

字数统计

工序卡

说明书前两页
























")
