

工件图
摘要
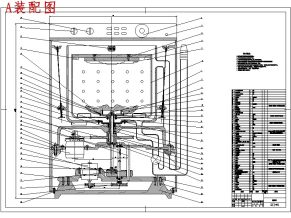
本文阐述了板料凸片零件的冲压复合模的结构设计及工作过程,通过工艺分析,采用落料冲孔工序,通过冲裁力、顶件力、卸料力等计算,确定模具类型。该模具采用后侧导柱模架,左右两边的导柱和导套采用同一型号。落料凹模采用整体结构,废料从凸凹模的开槽中卸出。本模具性能可靠,运行平稳,提高了产品质量和生产效率,降低劳动强度和生产成本。
关键字:凸片;冲压;复合模;落料冲孔;模具结构
Abstract
This paper describes the structure design andworking process of the stamping compound die for sheet metal convex parts. Through process analysis, blanking and punching processes are adopted, and the die types are determined by calculating the punching force, top piece force and unloading force. The die adopts the rear guide pillar die frame, and the guide pillars and bushes on both sides are of the same type. The blanking die adopts the integral structure, and thewaste material is discharged from the groove of the punch and concave die. The die has reliable performance, stable operation, improved product quality and production efficiency, and reduced labor intensity and production cost.
Keywords: convex sheet; stamping; compound die; blanking punching; die structure
目录
主要内容及基本要求1
摘要2
Abstract 3
第一章、绪论1
第二章、冲压件工艺性分析及冲裁方案的确定2
2.1.材料分析2
2.2.冲裁件的结构工艺性2
2.3.冲裁件尺寸精度和表面粗糙度要求2
2.4.冲裁方案的确定2
第三章、排样图的设计及材料利用率的计算4
3.1.排样的设计4
3.2.搭边的选取5
3.3.材料利用率的计算6
第四章、冲裁工艺力的计算7
4.1.冲裁力的计算7
4.2.卸料力、推件力、和顶件力的计算7
4.3.冲压压力中心计算8
第五章、冲压设备的选择11
第六章、冲裁模工作部分设计计算11
6.1.冲裁间隙11
6.2.模具刃口尺寸的计算12
6.2.1.落料部分刃口设计计算13
6.2.2.冲孔部分刃口设计计算14
6.2.3.孔心距的计算15
第七章、卸料零件计算15
第八章、主要零部件设计16
8.1.落料凹模设计16
8.1.1.落料凹模刃口形式17
8.1.2.落料凹模外形和尺寸的确定18
8.1.3.落料凹模的结构形式18
8.2.凸凹模设计18
8.2.1.模具的结构形式和固定方法18
8.2.2.凸凹模长度的确定18
8.2.3.凸凹模结构设计19
8.3.冲孔凸模19
8.3.1.冲孔凸模的固定形式19
8.3.2.凸模强度校核19
第九章、标准件的选择20
9.1.模架及模柄的选择20
9.2.凸模固定板及垫板的选择20
9.3.模具闭合高度的校核20
9.4.卸料螺钉21
9.5.螺钉及销钉的选择21
总结22
参考文献23

装配图

凹 模

冲 头

冲压工艺卡

全部图纸

凸凹模

凸模固定板

卸料板

设计目录

摘要部分

字数统计


















钣金成形工艺及冲压模具设计-落料冲孔复合模含14张CAD图+说明书")
 钣金成形工艺及冲压模具设计-落料冲孔复合模含14张CAD图+说明书")


")
")

