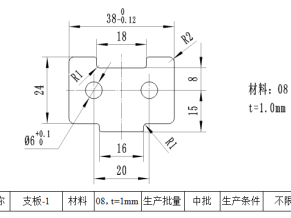
后壳体零件零件图
摘要
本次设计的内容是制定后壳体零件的加工工艺及铣后端面夹具设计。设计中包含了工艺设计、工序设计以及专用夹具的设计三部分。具体如下:
1、通过对零件工艺进行分析,可以知道零件的加工表面和加工要求。根据零件图提出的加工要求,确定毛坯的制造形式和尺寸的确定。
2、选择基面,确定加工过程中的粗基准和精基准。根据选好的基准,制订工艺路线,通常制订两种的工艺路线,通过工艺方案的比较与分析,再选择可以使零件的几何形状、尺寸精度等技术要求得到合理的保证的一种工序。根据已经选定的工序路线,确定每一步的切削用量及基本工时,并选择合适的机床和刀具。
3、设计铣后端面夹具。对定位方案及元件,夹紧方案及元件进行确定,然后计算切削力、夹紧力和定位误差的分析等。完成夹具装配图及夹具体的绘制等,依设计手册与国家标准来进行详细说明。
关键词:后壳体、加工工艺、夹具设计、工艺路线、切削用量
Abstract
The content of this design is to formulate the processing technology of the rear shell parts and the design of the end fixture after milling. The design includes three parts: process design, process design and special fixture design. The details are as follows:
1. By analyzing the process of parts,we can know the processing surface and requirements of parts. According to the processing requirements of the part drawing, the manufacturing form and size of the blank are determined.
2. Choose the base plane to determine the rough and precise datum in the process of processing. According to the selected benchmark, the technological route isworked out. Usually, two kinds of technological route areworked out. Through the comparison and analysis of technological schemes, a processwhich can reasonably guarantee the geometric shape and dimensional accuracy of parts is selected. According to the selected process route, the cutting parameters and basicworking hours of each step are determined, and the appropriate machine tools and tools are selected.
3. Designing end fixture after milling. The positioning scheme and components, clamping scheme and components are determined, and then the cutting force, clamping force and positioning error are calculated. Complete fixture assembly drawing and fixture body drawing, according to the design manual and national standards for detailed description.
Keywords: rear housing, processing technology, fixture design, process route, cutting parameters
目录
摘要I
Abstract II
第1章序言1
1.1课题背景1
1.2夹具的发展史1
1.3小结2
第2章后壳体的分析3
2.1零件的作用3
2.2后壳体的各个形状表面4
2.3后壳体零件图分析5
2.3.1加工表面的粗糙度5
2.3.2设计基准的分析6
第3章毛坯的制造方法7
3.1选择毛坯应考虑的因素7
3.2确定毛坯的制造形式7
3.3绘制毛坯图7
第4章制订工艺路线9
4.1各表面加工方法选择9
4.2定位基准选择9
4.2.1粗基准的选择原则9
4.2.2精基准选择的原则10
4.3制定工艺路线10
4.4机械切削用量及基本工时的确立11
第5章钻床夹具设计28
5.1专用夹具的提出28
5.2定位元件及夹紧元件的选择28
5.3切削力和夹紧力的计算28
5.4定位误差分析29
5.5夹具设计及操作简要说明29
总结30
参考文献31

夹具装配图

后壳体毛坯图

夹具非标零件-V型块支座

夹具非标零件-支座

夹具体

工序卡4

工序卡5

工序卡6

工序卡7

工序卡8

工序卡9

工序卡10

工序卡11

过程卡

夹具设计部分

设计目录

设计所包含文件

说明书前两页

字数统计

工序卡3