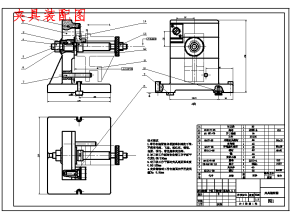
A夹具装配图
目录
1计算生产纲领、确定生产类型1
1.1生产纲领1
1.2生产类型1
2零件分析3
3工艺规程设计4
3.1定位基准的选择4
3.2制定加工工艺路线5
3.3选择加工设备及工艺装备5
3.4加工工序设计、工序尺寸计算6
3.5选择切削用量、确定时间定额7
4、钻M8螺纹孔夹具设计21
4.1问题的提出21
4.2定位机构21
43.3夹紧机构22
4.4夹紧力的计算24
4.5定位误差分析25
4.5.1定位误差25
4.5.2产生定位误差的原因26
4.5.3定位误差的计算26
4.6导向装置的选择28
4.7机床夹具的总体形式28
4.7.1确定夹具体: 29
4.7.2确定联接体: 29
4.7.3夹具体的总体设计图: 29
结论32
致谢33
参考文献34
1计算生产纲领、确定生产类型
1.1生产纲领
生产纲领:企业在计划期内应当生产的产品产量和进度计划。年生产纲领是包括备品和废品在内的某产品的年产量。零件的生产纲领按下式计算。
N=Qn(1+a+)
式中: N――零件的生产纲领(件/年)
Q――机器产品的年产量(台/年)
n――每台产品中该零件的数量(件/台)
a――备品百分率
――废品百分率
1.2生产类型
根据生产纲领的大小,可分为三种不同的生产类型:
1.单件生产:少量地制造不同结构和尺寸的产品,且很少重复。如新产品试制,专用设备和修配件的制造等。
2.成批生产:产品数量较大,一年中分批地制造相同的产品,生产呈周期性重复。而小批生产接近于单件生产,大批生产接近于大量生产。
3.大量生产:当一种零件或产品数量很大,而在大多数工作地点经常是重复性地进行相同的工序。

高58版本拨叉零件图

高50拨叉零件图

三维零件图

过程卡

设计所包含文件

字数统计

工序卡3

工序卡4

工序卡5

工序卡6

工序卡7

工序卡8

工序卡9

工序卡10

回转压块

夹具设计部分

高50拨叉毛坯图

高50拨叉毛坯图-版本1

高50拨叉毛坯图-版本2

高50拨叉毛坯图-版本3

高58版本毛坯图

夹具体