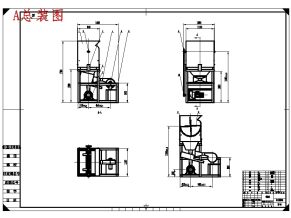
熔胶座浇注工程图
摘要
铸造就是通过熔炼金属、浇注等步骤来制造出所需的金属零件毛坯。在整个制造业中用铸造的方法所生产的毛坯零件,在数量和吨位上迄今仍是最多的。而铸造工艺就是铸造生产的核心,也是能否生产优质铸件的关键所在。
本次进行设计的零件为熔胶座移动板,采用重力铸造,呋喃树脂自硬砂造型。用CREO创建了零件的实体模型,采用手工造型造芯的生产方法,参考零件技术要求,工作条件等因素,计算确定了零件的各项工艺参数,确定了铸件的浇铸位置和分型面还有浇铸系统各组元的截面尺寸以及补缩系统。
在以上工艺的前提下,应用Z-CAST软件对整个系统进行剖分网格,进行了零件充型及凝固过程的数值模拟,优化铸造工艺,消除或减少了铸造缺陷,最后确定最终的铸造工艺方案。
关键词:铸造工艺设计,球墨铸铁件,呋喃树脂自硬砂,铸造模拟
abstract
Casting is through the melting of metal, pouring and other steps to create the required metal parts blank. Throughout the manufacturing industry, the number of spare parts produced by casting is still the largest in quantity and tonnage. Casting technology is the core of casting production, and it is also the key to produce high-quality castings.
The design of this part is the adhesive plate movable plate, gravity casting and furan resin self hardening sand molding.The solid model of parts is createdwith CREO, the production method of manual molding core is adopted, the parameters of the parts are determinedwith reference to the technical requirements of parts,working conditions and so on. The casting position and subtype surface of the casting and the section size of each component of casting system and the filling system are determined. On the premise of the above process, thewhole system is dissectingwith
Z-CAST software, the numerical simulation of the filling and solidification process of the parts is carried out, the casting process is optimized, the casting defects are eliminated or reduced, and finally the final casting process scheme is determined.
Keywords: casting process design, nodular iron castings, furan resin self hardening sand, casting simulation
目录
摘要I
abstract II
目录III
1.绪论1
1.1课题背景及目的1
1.2铸造的发展现状和发展趋势1
1.2.1国外现状与发展趋势1
1.2.2我国铸造业的现状与发展趋势2
1.3小结3
2.零件的技术要求及工艺性分析5
2.1零件的尺寸及要求5
2.1.1零件的尺寸5
2.2.2零件技术要求分析5
2.2零件的结构分析6
2.2.1零件的最小壁厚分析6
2.2.2零件各壁间的过渡6
2.3零件的预留尺寸7
2.3.1机械加工余量7
2.3.2起模斜度8
2.3.3铸造收缩率8
2.4浇注系统的设计9
2.4.1浇注位置9
2.4.2分型面的确定10
2.4.3浇注系统的类型和结构11
2.4.4浇注系统中各结构尺寸11
2.4.5补缩系统13
2.5砂芯15
2.5.1砂芯的设计15
2.5.2砂芯的组装16
2.6小结16
3.铸造工艺模拟仿真17
3.1铸造工艺的模拟17
3.1.1初方案铸造充型分析17
3.1.2铸件的温度场分析18
3.2铸造工艺的缺陷分析21
3.3小结22
4.工艺优化23
4.1优化方案一初次改变浇注位置23
4.1.1优化方案一温度场分析23
4.1.2优化方案一的缺陷分析25
4.2方案一的初步改进25
4.2.1改进后的铸件模拟分析26
4.2.2改进后的模拟缺陷分析27
4.2.3再次加大冒口和冷铁尺寸28
4.3优化二-再次改变浇注位置29
4.3.1方案二铸造模拟分析30
4.3.2改变冒口高度并增加冒口31
4.3.3再次增大冒口31
4.3.4增大冒口后的温度场32
4.3.5增大冒口后铸件缺陷分析33
4.3.6铸件充型模拟33
4.3.7铸件的工艺出品率34
4.4小结34
总结35
参考文献36
致谢37
外文文献38
外文文献翻译48

铸造工艺图

设计目录

设计字数统计

摘要部分